Hitsaus ultraääni muovi, muovit, metallit, polymeeriset materiaalit, alumiiniprofiilit. Ultraäänihitsaus: teknologia, haitalliset tekijät
Metallien ultraäänihitsaus on aProsessi, jossa all-in-one-yhdiste saadaan kiinteässä faasissa. Nuorisikohteiden muodostuminen (jossa muodostuu sidoksia) ja niiden välinen kosketus tapahtuu erityistyökalun vaikutuksesta. Se tarjoaa yhteistoiminnan suhteellisen vuorottelevat tangentiaaliset siirtymät, joilla on pienet amplitudi- ja puristusvoimaiset normaalivoimat työkappaleille. Tarkastellaan tarkemmin, mitä ultraäänitekniikka on.
Liitäntämekanismi
Alhaisen amplitudin siirtymät esiintyvät välilläosia ultraäänitaajuudella. Niiden takia mikrorakeisuus osissa pinnalla on muovinen muodonmuutos. Samanaikaisesti saastuminen evakuoidaan yhteysvyöhykkeeltä. Ultraääni-mekaaniset tärinät siirretään hitsauskohtaan työkalusta työkappaleen ulkopuolelta. Koko prosessi on järjestetty siten, että vältetään laitteen liukuminen ja tuki osien pinnoille. Aihioiden läpi kulkevien heilahtelujen aikana energia kuluu. Tämä aikaansaadaan ulkoisella kitkalla hitsauksen alkuvaiheessa olevien pintojen ja sisäisen kitkan välillä materiaalin välillä, joka on sijoitettu tuen ja työkalun väliin muodostusalueen muodostamisen jälkeen. Liitossa lämpötila nousee, mikä helpottaa muodonmuutosta.
Materiaalin erityinen käyttäytyminen
Tangentiaaliset liikkeet osat jaNiiden aiheuttamat rasitukset, jotka toimivat yhdessä puristusvoiman kanssa hitsaamisvoimalla, varmistavat voimakkaan muovin muodonmuutoksen lokalisoinnin pienten tilavuuksien suhteen lähipintakerroksissa. Koko prosessin mukana seuraa oksidikalvojen ja muiden epäpuhtauksien murskaus ja mekaaninen evakuointi. Hitsaustekniikka vähentää saantoa, mikä helpottaa plastisen muodonmuutoksen.

Prosessin ominaisuudet
Ultrasound hitsaus edistää muodostumistayhteyden edellytykset. Tämä saadaan aikaan muuntimen mekaanisilla värähtelyillä. Tärinäenergian ansiosta syntyy monimutkaisia leikkauksen, puristuksen ja jännityksen rasituksia. Muovinen muodonmuutos tapahtuu, kun materiaalien joustavuusrajat ylittyvät. Voimakkaan yhteyden muodostaminen saadaan lisäämällä suoraa kosketusta pintaan pintaoksidien, orgaanisten ja adsorboitujen kalvojen evakuoinnin jälkeen.
USA: n soveltaminen
Ultraääni on laajalti käytetty tieteellisellä alalla. Sen avulla tutkijat tutkivat useita aineita ja ilmiöitä. Teollisuudessa ultraääni käytetään rasvanpoisto- ja puhdistustuot teisiin, jotka toimivat kovien materiaalien kanssa. Lisäksi värähtelyt vaikuttavat edullisesti kiteytysliuokseen. Ultrasound tarjoaa heille degassing ja hiominen viljaa, mikä lisää mekaanisia ominaisuuksia valetut materiaalit. Tärinä vaikuttaa jäännösjännitysten poistamiseen. Niitä käytetään myös laajasti hitaiden kemiallisten reaktioiden nopeuttamiseksi. Ultraäänihitsausta voidaan käyttää eri tarkoituksiin. Oskillaatiot voivat olla energialähde sutuura- ja pistekytkentöjen muodostamiseksi. Kun ultrasuojaa levitetään hitsauskylpyyn kiteytymisen aikana, liitoksen mekaaniset ominaisuudet paranevat hiomalla liitoksen rakenteen ja kaasujen voimakasta poistoa. Koska tärinät poistavat aktiivisesti epäpuhtauksia, keinotekoisia ja luonnollisia kalvoja, on mahdollista yhdistää osia, hapettuneilla, lakattuilla jne. Pinnoilla. Ultrasound auttaa vähentämään tai poistamaan omaa rasitusta, joka tapahtuu hitsauksen aikana. Tärinöiden vuoksi on mahdollista stabiloida yhdisteen rakenne. Tämä puolestaan auttaa estämään rakenteiden spontaanin muodonmuutoksen mahdollisuuden jälkikäteen. Ultraäänihitsaus on äskettäin yleistynyt. Tämä johtuu tämän yhteysmenetelmän epäselvistä eduista verrattuna kylmämuotoihin ja kosketusmenetelmiin. Erityisesti ultraäänitärähdyksiä käytetään mikroelektroniikassa.

Teho ultraääni
Muovin ultraäänihitsaus tarjoaaall-in-one-liitäntä, joka johtuu korkeataajuisten mekaanisten värähtelyjen ja suhteellisen pienen puristusvoiman yhteisvaikutuksesta. Tällä menetelmällä on paljon yhteistä kylmään tapaan. Ultrasuunnan teho, joka voidaan välittää väliaineen läpi, riippuu jälkimmäisen fysikaalisista ominaisuuksista. Jos puristusvyöhykkeiden lujuusrajat ylittyvät, kiinteä materiaali romahtaa. Samankaltaisissa tilanteissa kavitaatio esiintyy nesteissä, ja siihen liittyy pieniä kuplia ja niiden myöhempi likaantuminen. Yhdessä jälkimmäisen prosessin kanssa syntyy paikallisia paineita. Tätä ilmiötä käytetään tuotteiden puhdistuksessa ja jalostuksessa.
Laitesolmut
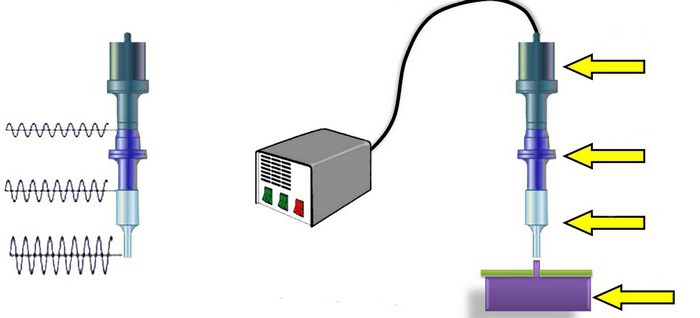
Muovin ultraäänihitsaus suoritetaan erikoiskoneilla. Seuraavat solmut ovat läsnä:
- Virtalähde.
- Värähtelevä mekaaninen järjestelmä.
- Ohjauslaitteet.
- Paine ajaa.
Oskillaattorijärjestelmää käytetäänmuuntaen sähköenergiaa mekaaniseksi sen myöhemmäksi siirtämiseksi liitoskohtaan, keskittymällä siihen ja saavuttaen tarvittavan säteilijän nopeuden. Tässä solmussa on:
- Sähkömekaaninen muunnin käämityksellä. Se on suljettu metallikoteloon ja jäähdytetään vedellä.
- Elastisten värähtelyjen muuntaja.
- Hitsauskärki.
- Tuki painemekanismilla.
Järjestelmä on kiinteäkalvo. Ultraäänen säteily tapahtuu vain hitsauksen aikana. Prosessi tapahtuu tärinän vaikutuksesta, pinnalla suorassa kulmassa olevaan paineeseen ja lämpövaikutukseen.

Menetelmän ominaisuudet
Ultrasound hitsaus on tehokkainmuoviraaka-aineet. Kuparista, nikkelistä, kultaisesta, hopeasta jne. Valmistetut tuotteet voidaan yhdistää toisiinsa sekä muihin matalan muovituotteisiin. Kovuus lisääntyy, hitsaus ultraäänellä huononee. Volframin, niobiumin, zirkoniumin, tantaalin ja molybdeenin tulenkestävät tuotteet yhdistetään tehokkaasti ultraäänitutkimuksen avulla. Polymeerien ultraäänihitsaus katsotaan suhteellisen uudeksi menetelmäksi. Tällaiset tuotteet voidaan myös liittää toisiinsa sekä muihin kiinteisiin osiin. Mitä metallia, se voidaan yhdistää lasi, puolijohteet, keramiikka. Voit myös liittää työkappaleet välikerroksen läpi. Esimerkiksi terästuotteet hitsataan yhteen alumiinimuovin avulla. Koska lyhyt oleskelu korkeassa lämpötilassa saavutetaan korkealaatuinen, erilainen tuote. Raaka-aineiden ominaisuudet muuttuvat pieniksi. Ulkomaisten epäpuhtauksien puuttuminen on yksi niistä eduista, jotka ultraäänihitsaus on. Myös ihmisille haitallisia tekijöitä ei ole. Yhdistettäessä luodaan suotuisat hygieniaolosuhteet. Tuotteiden sidokset eroavat kemiallisessa homogeenisuudessa.
Yhteysominaisuudet
Metallin hitsausta suoritetaan yleensä,lapping tavalla. Tämä lisää erilaiset suunnitteluelementit. Hitsaus voidaan suorittaa pisteillä (yksi tai useampi), jatkuvalla saumalla tai suljetussa ympyrässä. Joissakin tapauksissa, kun työkappaleen pää on muodostettu johdosta, se on sidottu koneeseen. Useiden materiaalien ultraäänitutkimus on mahdollista suorittaa samanaikaisesti (pakkauksella).

Osien paksuus
Sitä rajoittaa yläraja. Kun metallikappaleen paksuutta lisätään, on välttämätöntä käyttää värähtelyjä, joilla on suurempi amplitudi. Tämä kompensoi energian menetystä. Amplitudimäärän kasvu puolestaan on mahdollista jopa tiettyyn rajaan asti. Rajoitukset liittyvät todennäköisyyteen väsymiskyvyn esiintymisestä, suurista työkalun ärsytyksistä. Tällöin on arvioitava, kuinka sopiva ultraäänihitsaus on. Käytännössä menetelmää käytetään tuotteiden paksuuteen 3 ... 4 μm - 05 ... 1 mm. Hitsausta voidaan käyttää myös halkaisijaltaan 0,01 ... 05 mm. Toisen tuotteen paksuus voi olla paljon suurempi kuin ensimmäinen.
Mahdolliset ongelmat
Sovellettaessa ultraäänitutkimusmenetelmääon otettava huomioon olemassa olevien yhdisteiden väsymisen tuhoutuminen tuotteissa. Prosessin aikana työkappaleita voidaan kääntää toisiinsa nähden. Kuten edellä mainittiin, jyrsimet jäävät työkalun materiaalin pinnalle. Itse laitteelle on ominaista rajoitettu käyttöikä, joka johtuu sen koneistustason heikentymisestä. Tietyissä kohdissa tuotteen materiaali on hitsattu työkaluun. Tämä johtaa laitteen kulumiseen. Laitteiden korjaamiseen liittyy useita vaikeuksia. Ne liittyvät siihen tosiseikkaan, että itse instrumentti toimii solmun yhtenäisenä, yhtenäisenä suunnitteluna, jonka kokoonpano ja mitat lasketaan täsmälleen toimintataajuudella.
Tuotteiden ja tilan parametrien valmistelu
Ennen ultrasonic-hitsaustaÄlä tarvitse mitään monimutkaisia toimenpiteitä osien pintaan. Haluttaessa on mahdollista parantaa yhteyden laadun vakautta. Tätä varten on suositeltavaa poistaa rasva vain liuottimella. Pehmittömien metallien liittämiseksi sykli, jossa pulssin viive suhteessa ultraäänen käynnistämishetkeen, pidetään optimaalisena. Suhteellisen kova kovuus on suositeltavaa odottaa hieman lämmitystä ennen kuin kytket ultraäänen päälle.

Hitsausdiagrammit
On olemassa useita. Ultraäänihitsauksen tekniset rakenteet eroavat työkalun värähtelyn luonteesta. Ne voivat olla vääntöjäyteisiä, taivuttavia, pituussuuntaisia. Järjestelmät on myös erotettu riippuen laitteen spatiaalisesta sijainnista suhteessa hitsattavan työkappaleen pintaan sekä tapaan, jolla puristusvoimat siirretään tukirakenteen tuotteisiin ja rakenneominaisuuksiin. Muotoon, sutuuriin ja pistekoon käytetään taivutus- ja pitkittäisvärähtelyvaihtoehtoja. Ultraäänivaikutus voidaan yhdistää osien paikalliseen impulssihehintään erillisestä lämmönlähteestä. Tässä tapauksessa voit saavuttaa useita etuja. Ensinnäkin on mahdollista vähentää värähtelyjen amplitudi sekä voimansiirron voimakkuus ja aika. Lämpöpulssin energiaominaisuudet ja sen ultraäänitutkimusjakso ultraäänellä näkyvät prosessin lisäparametreina.
Lämpövaikutus
Ultraäänihitsaukseen liittyy lisäyslämpötila yhteyspaikalla. Lämmön esiintyminen aiheutuu kitkan ilmestymisestä koskettavien esineiden pintoihin samoin kuin muovien muodonmuutoksilla. Ne itse asiassa ovat mukana hitsatun nivelen muodostamisessa. Lämpötila kontaktikohdassa riippuu lujuusparametreista. Tärkeintä on materiaalin kovuusaste. Lisäksi sen termofysikaaliset ominaisuudet eivät ole vähäisiä: lämmönjohtavuus ja lämmönkestävyys. Valittu hitsaustila vaikuttaa lämpötilan tasoon. Kuten käytännössä ilmenee, nouseva lämpövaikutus ei ole ratkaiseva ehto. Tämä johtuu siitä, että tuotteiden liitosten maksimaalinen lujuus saavutetaan aikaisemmin kuin lämpötila nousee raja-arvoon. Vähentää ultraäänitärinän lähetyksen kestoa esilämmittämällä osia. Tämä parantaa myös nivelen lujuutta.

johtopäätös
Ultraäänihitsaus on tällä hetkelläJotkut teollisuudenalat ovat välttämätön tapa yhdistää osat. Tämä menetelmä on erityisen levinnyt mikroelektroniikassa. Yhdysvalloissa voit liittää monenlaisia muovisia ja kiinteitä materiaaleja. Nykyään tieteellistä työtä tehdään aktiivisesti hitsauksen välineiden ja tekniikoiden parantamiseksi.
</ p>




